








Graças à tecnologia que soma dois
métodos de usinagem, ferramenta melhora desempenho, aumenta qualidade e elimina
rebarbas.
A possibilidade de realizar mais de um método de usinagem com uma única ferramenta pode trazer enormes vantagens para a produção. Um exemplo típico é o faceamento de cabeçotes e blocos de motor em alumínio.
Peças essas que normalmente representam um grande
desafio, pois grandes quantidades têm que ser processadas, com eficiência de
custo e atendendo a parâmetros de qualidade bem rigorosos. Um novo conceito de
ferramenta trouxe, porém, um novo patamar de desempenho e eliminou problemas
com rebarbas.
Dois métodos e suas virtudes
A operação de brochamento é um
método de usinagem bem estabelecido e aplicado quando são necessários
resultados de precisão. Usado de maneira apropriada, o brochamento de uma
superfície pode ser muito efetivo para a obtenção de acabamentos com
tolerâncias estreitas, e é frequentemente realizado em operações com uma
passada, em que a ferramenta é “empurrada” ou “puxada” com relação à peça.
No brochamento rotativo, a ferramenta é rotacionada e pressionada contra a peça, de modo a produzir o formato desejado. O princípio do brochamento consiste em realizar a usinagem de profundidades de corte menores e de maneira progressiva, conforme a sequência de dentes da ferramenta.

Geralmente, é um método muito produtivo e suave, com necessidade de
ajuste mínimo da ferramenta para desbaste ao acabamento em um único passe.
As peças que são executadas pelo processo de
brochamento são peças que, em geral, têm perfis que demandariam muito tempo de
usinagem em máquinas convencionais com ferramentas também convencionais, por
exemplo: estrias internas, rasgo de chaveta interno, o perfil do furo de uma
fechadura, entre outros.
Os
perfis brochados são feitos somente com brocha e, normalmente, já ficam prontos
(acabados) nessa operação. A brocha é uma ferramenta feita, na maioria dos
casos, em HSS ou em metal duro, e
é como se fosse uma serra, em que o tamanho ou a altura dos dentes aumentam ao
longo do seu comprimento até o formato ou a dimensão final do perfil a ser
usinado, como em um cone.
O fresamento é um método de usinagem obviamente muito bem estabelecido e muito mais flexível, que usa ferramentas rotativas multiarestas, com tecnologia de pastilhas intercambiáveis, disponíveis em muitos formatos, para realizar um grande número de operações e produzir superfícies planas ou curvas e várias cavidades, canais, bordas, etc.
O faceamento é uma das operações mais usadas, em que um corte axial uniforme é realizado através de uma fresa que avança radialmente na peça, ajustada para produzir uma determinada espessura de cavacos. Um método universal e produtivo para desbaste e acabamento, em que normalmente é necessário ajuste da fresa para se adequar às exigências do processo.
Novo Conceito
Uma nova tecnologia fez uma combinação exclusiva desses dois métodos de usinagem – brochamento e fresamento, unindo-os em uma única ferramenta. Com uma moderna tecnologia de pastilha intercambiável, esses dois métodos foram combinados de maneira bem sucedida, a fim de melhorar a superfície plana de usinagem de peças com liga de alumínio, especificamente dos cabeçotes e blocos automotivos.
“Um conceito completamente novo que elimina o ajuste das arestas de corte, permite altas taxas de avanço e gera acabamento de alta qualidade e com tolerâncias estreitas, sem a típica formação de rebarbas de alumínio bem pronunciadas. Uma solução inteligente para uma operação normalmente problemática, realizada em grande escala”, declara Francisco Cavichiolli, especialista em fresamento na Sandvik Coromant.
A fresa M5B90 foi desenvolvida para combinar esses dois métodos, o que resulta em progressão axial total, típica no brochamento, ou profundidade de corte axial convencional no fresamento, durante a rotação da fresa que avança como em uma operação de fresamento normal.
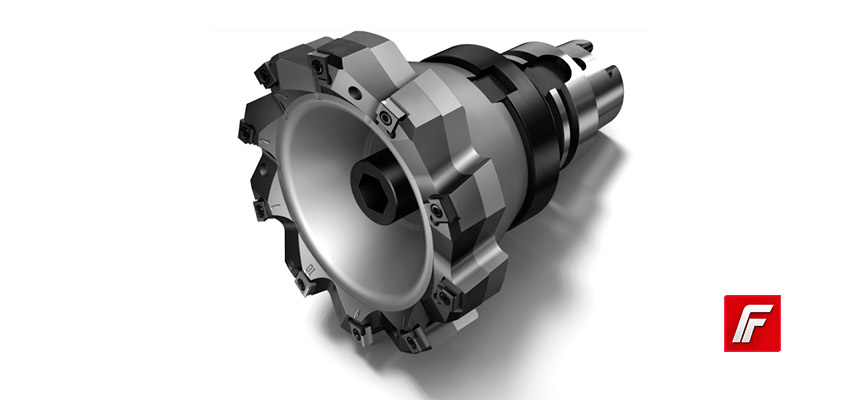
A tecnologia por
trás desta ferramenta é que o posicionamento das pastilhas no corpo da fresa
segue o princípio da brocha, ou seja, as pastilhas são posicionadas em uma
sequência lógica de 1 a n (onde n é a última pastilha da série) e cada pastilha
é posicionada em uma altura axial e radial diferente, sendo a primeira pastilha
a mais baixa (axialmente) e mais recuada (radialmente) em relação as demais. A
última pastilha, ou n, é a mais alta (axialmente) e mais aberta (radialmente)
em relação às demais (figura 1).

Figura 1 – Ferramenta combinada inspirada na tecnologia de brochamento [Fonte: Sandvik]
Essa diferença na altura dos dentes da fresa faz com
que a profundidade de corte axial seja distribuída ao longo de todos os dentes
da fresa. Tipicamente, cada pastilha remove 0,1 mm axialmente, com avanço
radial (avanço por rotação) de 2 mm, normalmente. Isso determina a formação dos
cavacos de cada aresta. Cada pastilha pode ser vista como uma aresta de
desbaste que é complementada por uma pastilha grande que age como uma pastilha
alisadora para gerar o acabamento e as tolerâncias desejadas.
As exigências na produção de peças automotivas estão cada vez mais altas, afetando, por exemplo, as produzidas em alumínio, nas mais variadas ligas, fundidas e tratadas termicamente. As especificações desse material estão se tornando cada vez mais severas com motores operando em altas temperaturas, com maior pressão de combustão e tensões mecânicas mais elevadas.
Os cabeçotes são desenhados com leiaute mais complexos como parte dos avanços no sistema de combustão. As ligas também variam de acordo com o tipo de combustível usado.
“Dentro desse contexto, esse
conceito de fresa de facear está revolucionando o faceamento de peças em
alumínio, cada vez mais exigente e que desafia os fabricantes a atingirem
soluções econômicas”, pondera Fernando
Oliveira, Gerente global para o setor automotivo de peças de alumínio.
O único material de ferramenta capaz de fazer frente às essas exigências é o das classes de PCD (polycrystalline Diamond - diamante poli cristalino). Elas são extremamente duras – duas vezes mais duras que o metal duro – e somente pastilhas em PCD podem proporcionar uma vida útil satisfatória e manter os limites de qualidade por um bom tempo.
Na verdade, normalmente se atinge uma vida útil cinco vezes maior ou mais, comparada ao metal duro e outros materiais, na usinagem de ligas com inclusão de silício (Si 8 - 18%), que são muito abrasivas para as ferramentas.
Também, a pastilha certa de PCD tem boas propriedades mecânicas, o que as torna menos sensíveis a cargas de impacto em cortes interrompidos. As classes também podem ser feitas como especiais para melhor se adequarem às características da liga e as pastilhas podem ser desenhadas com micro geometria otimizada - para tornar a fresa capaz de usinar com velocidades de corte extremamente altas, durante um processo confiável.
Fresa inovadora
A fresa M5B90 para faceamento de blocos de alumínio é uma ferramenta de passo relativamente estreito, precisando de poucas pastilhas, que foram otimizadas para cada aplicação. As pastilhas PCD montadas tangencialmente são fixadas em um anel de aço com alojamentos fixos, montados em um corpo de alumínio. A ação de corte combina características de brochamento e fresamento.
A fresa é projetada considerando alguns fatores de aplicação como: diâmetro ideal da fresa, perfil da superfície a ser usinada, sobremetal e parâmetros do processo como velocidade e avanço, por exemplo. Somente uma pastilha de acabamento/Wiper é necessária e não há necessidade de preset individual da pastilha – apesar do fato dessa ferramenta ser uma fresa de alta precisão.
As pastilhas tangenciais nessa fresa de passo relativamente fino foram projetadas e posicionadas para proporcionar precisão, baixas forças de corte e um processo de corte suave. Tolerâncias e acabamentos gerados com o uso dessa fresa estão bem dentro das exigências da indústria automotiva. Os desafios de usinagem nessa área são cada vez maiores e os fabricantes de peças em alumínio têm vários objetivos e fatores que desejam alcançar que podem ser proporcionados por esta ferramenta, entre eles:
·
Vida útil longa e consistente;
·
Produtividade alta e confiável;
·
Ajuste fácil e simples da ferramenta;
·
Bom controle de cavacos;
·
Controle completo de todos os parâmetros de qualidade;
·
Eliminação ou minimização significativa de formação de rebarbas.
Aliás, a questão da formação de
rebarbas tem sido um problema dominante e uma verdadeira “pedra no caminho”
para se atingir resultados satisfatórios nas operações de usinagem.
A ação de corte em muitas fresas de
facear alumínio tende a gerar uma formação e escoamento insatisfatórios de
cavacos e quando a fresa alcança o final do corte e sai da superfície usinada,
frequentemente deixa uma rebarba que cresce com o tempo, criando um ressalto
inaceitável o que acaba por tornar prematura a vida útil da pastilha na fresa.
Muitas fresas precisam então de
constantes trocas de pastilha e extensivos ajustes. Isso causa, como
consequência, frequentes paradas de máquinas e caros e extensivos manuseios de
ferramentas, impactando negativamente a produtividade.
Conclusão
Em geral, os benefícios da inovadora combinação de
características de ferramentas para brochamento e fresamento se tornaram mais
claros com o número crescente de aplicações. Podemos resumidamente elencar os
seguintes:
· Faceamento com eliminação ou minimização
expressiva da formação de rebarbas;
· Controle total dos
parâmetros de qualidade envolvidos;
· Bons resultados quanto ao acabamento e
tolerâncias, bem dentro dos limites e com vida útil previsível;
· Sem necessidade de ajuste da pastilha ou da
ferramenta e tempo de setup reduzido, o que
elimina a logística reversa para reenviar a ferramenta ao fabricante para o
devido ajuste e troca de pastilhas;
· Desempenho de alto avanço e alta velocidade com
poucas pastilhas;
· Bom controle de cavacos e;
· Redução dos custos de
usinagem e tempo por peça.
Tags
usinagemferramenta produçãofresamento SandvikCompartilhe


Christer Ritch
Sandvik Coromant/Suécia

.jpg)




